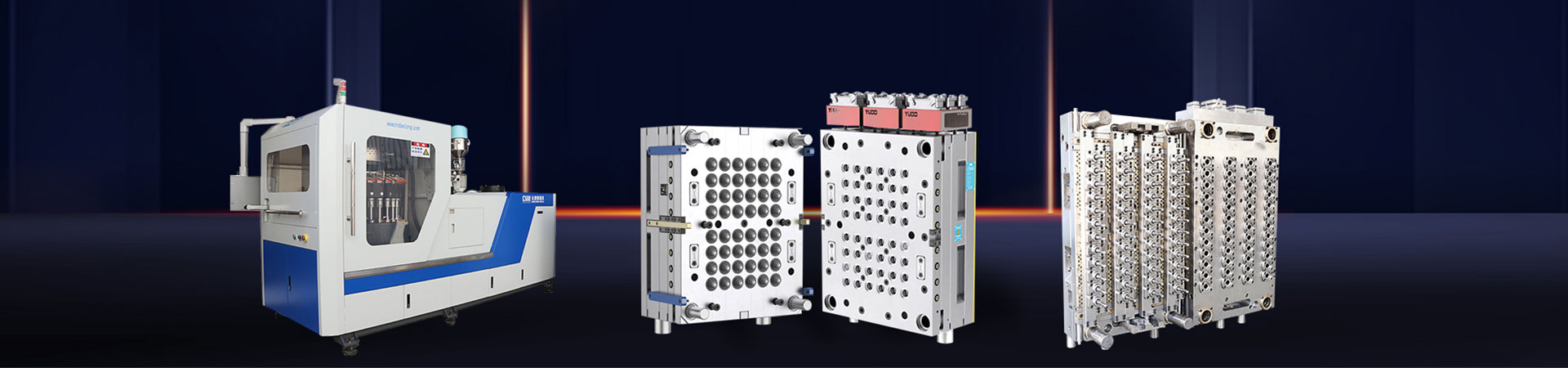

Zapewniamy, że zawsze dostarczamy wysokiej jakości maszynę do kompresji nakrętek z 18 wnękami. Pomóż wybrać właściwe i wysokiej jakości produkty, aby przejąć rynek i otworzyć go za pomocą kwalifikowanych produktów i usług oraz osiągnąć obopólne korzyści.
Krótszy czas cyklu dla wyższej wydajności
Mniejsze zużycie energii
Wysoka gęstość właściwa
Bezobsługowe formy, które przetrwają dziesięciolecia
Szybki proces zmiany koloru
Mniej odpadów to niższe koszty
| Model | DRCM-018 |
| Zdolność produkcyjna | 17000-18000/godz. (nasadka 29/25MM) |
| Średnica nasadki | 20-45mm |
| Wysokość czapki | 10-30mm |
| Materiał czapki | PP/HDPE/LDPE |
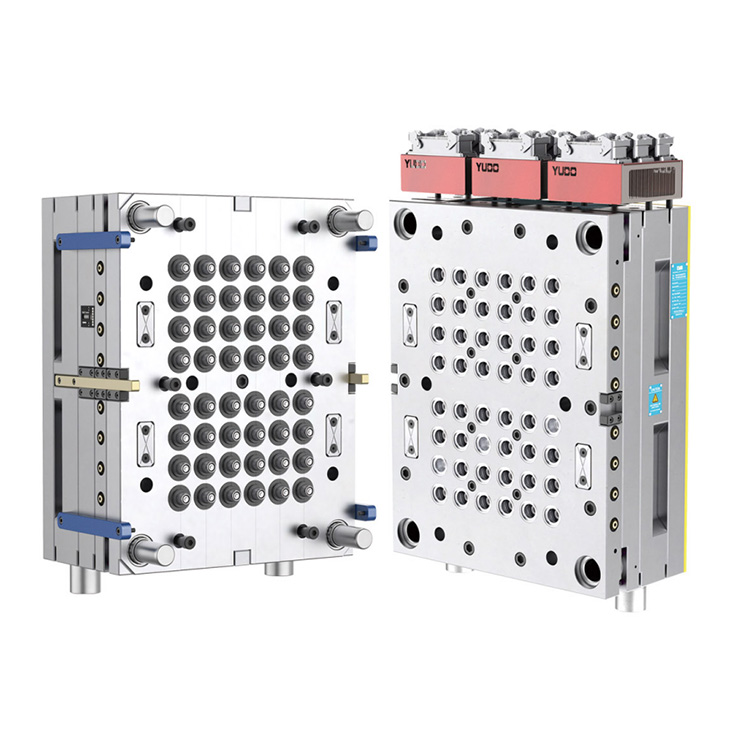
| Nr wnęki formy | 18 |
| Moc | 380V/PH/50Hz |
| Moc instalacji | 30KW |
| Zużycie powietrza | 0,3M3 / godz., 0,8Mpa |
| Wymiary maszyny | 2660*1200*2000mm |
| Ciężar maszyny | 3.1T |

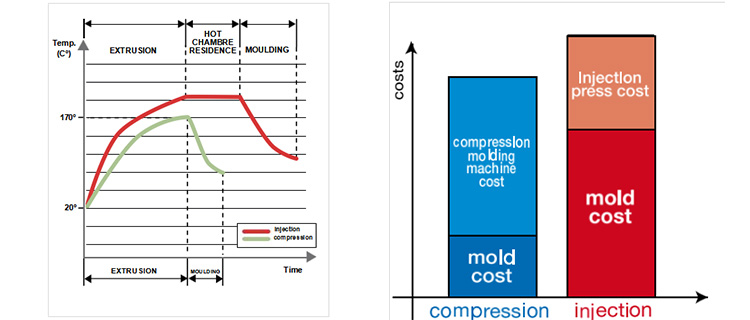
W PORÓWNANIU Z MASZYNĄ DO WTRYSKU
| Przedmiot | Kompresja czapki maszyna do formowania |
Formowanie wtryskowe maszyna |
| Liczba wnęk | 24 | 2*24 |
| Wyjście | 16800-23400 | 2*6000 |
| Pobór energii | 26 | 2*36 (z formą) |
| Zużycie energii na miesiąc | 18720 | 51840 |
| Oszczędność energii miesięcznie | 33120 kW | |
| Zmniejszający koszta | 6650 00 USD/miesiąc (jeśli 0 2 USD/kw/h) | |
| Korzystanie z dodatku | Nie | TAk |
| Korzystanie z uwalniania pleśni | Nie | TAk |
| Osobliwy zapach | Nie | TAk |
| Wygląd produktu | Brak punktu wtrysku | Z punktem wtrysku |
| Marnotrawstwo | Nie | TAk |
| Zasób siły roboczej | 1 | 2 lub więcej |
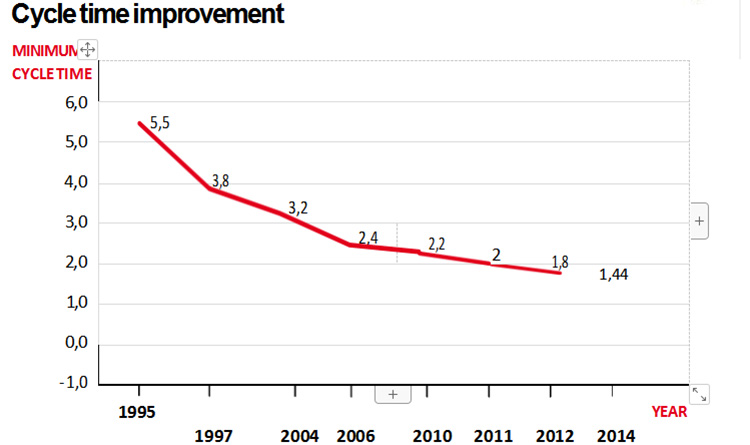
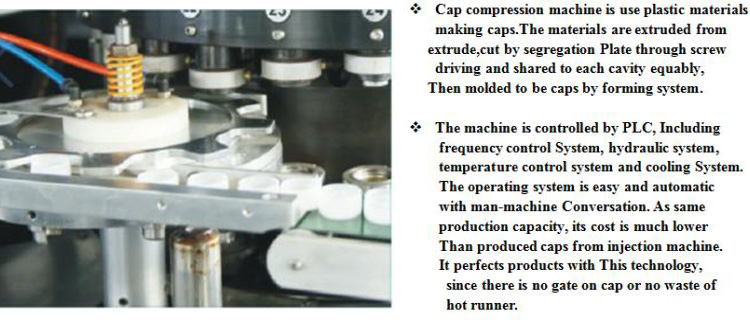
EN KRÓTSZY CYKL, a tym samym wyższa produktywność. Niższa temperatura ekstruzji umożliwia szybsze schłodzenie zakrętki w formie: skróciło to czasy cyklu, które w przypadku lekkich zakrętek zostały skrócone do około 2 sekund.
MNIEJSZE ZUŻYCIE ENERGII. Niższe temperatury wytłaczania oznaczają, że do doprowadzenia tworzywa sztucznego do temperatury wytłaczania potrzeba mniej energii, a ponieważ tworzywo jest zimniejsze, do jego schłodzenia potrzeba mniej energii. Całkowite oszczędności energii na wyprodukowaną nakrętkę mogą wynieść nawet 45%.
WYSOKA GĘSTOŚĆ WŁAŚCIWA. Przy jednakowym ciśnieniu formowania niższe temperatury umożliwiają osiągnięcie wyższej gęstości właściwej; ponadto brak jest punktu wtrysku, który dodatkowo obciąża stopiony plastik. Ten stan technologiczny zapewnia właściwości mechaniczne i konsystencję nieosiągalną przy wtrysku.
SPÓJNOŚĆ stała się głównym problemem w butelkowaniu napojów, gdzie linie produkcyjne są coraz szybsze i bardziej wyrafinowane, a przestoje w zakładach związane z nakrętkami nie mogą być dłużej tolerowane.
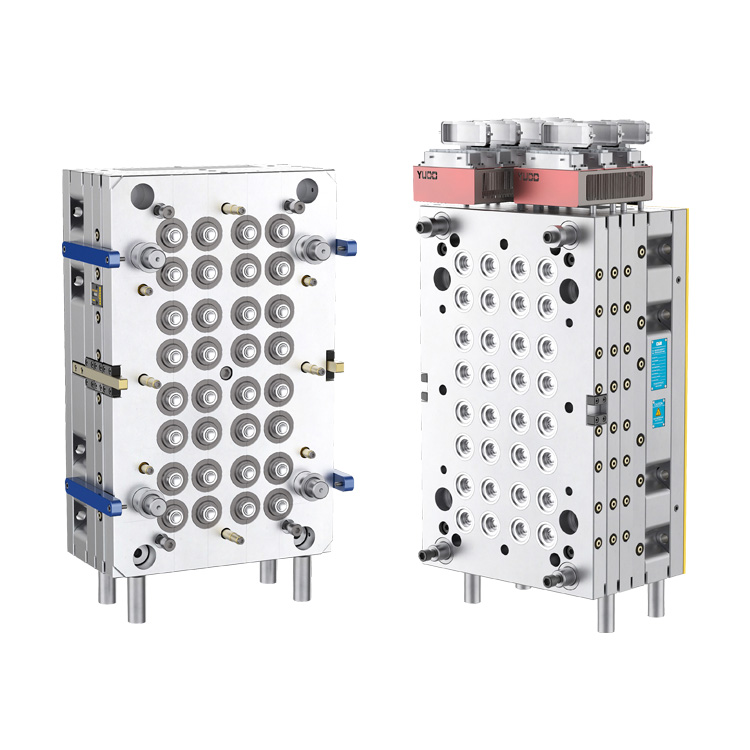
FORMY BEZ KONSERWACJI, które przetrwają dziesięciolecia. Ruch pionowy i osiowy formy tłocznej zapewnia - w przeciwieństwie do formy wtryskowej obciążonej własnym ciężarem - ochronę formy przed wszelkiego rodzaju zużyciem. Formowanie tłoczne oznacza brak zużycia form przez cały okres ich użytkowania.
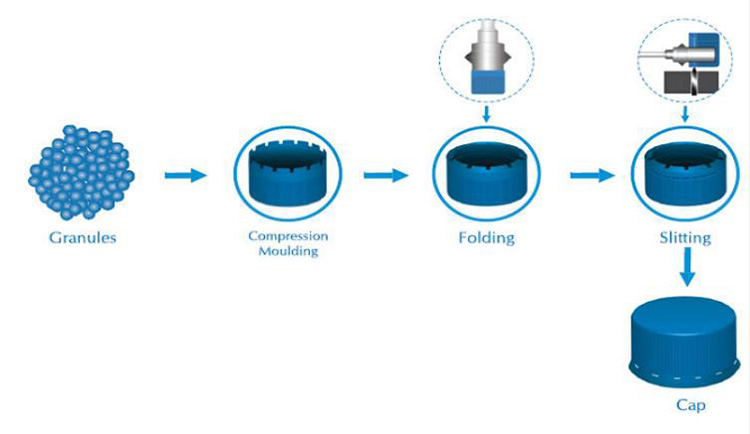
SZYBKIE ZMIANY KOLORÓW Można je wykonać szybko, bez konieczności czyszczenia gorącej komory, która jest nieobecna w procesie kompresji. MNIEJ ODPADÓW niższe koszty.
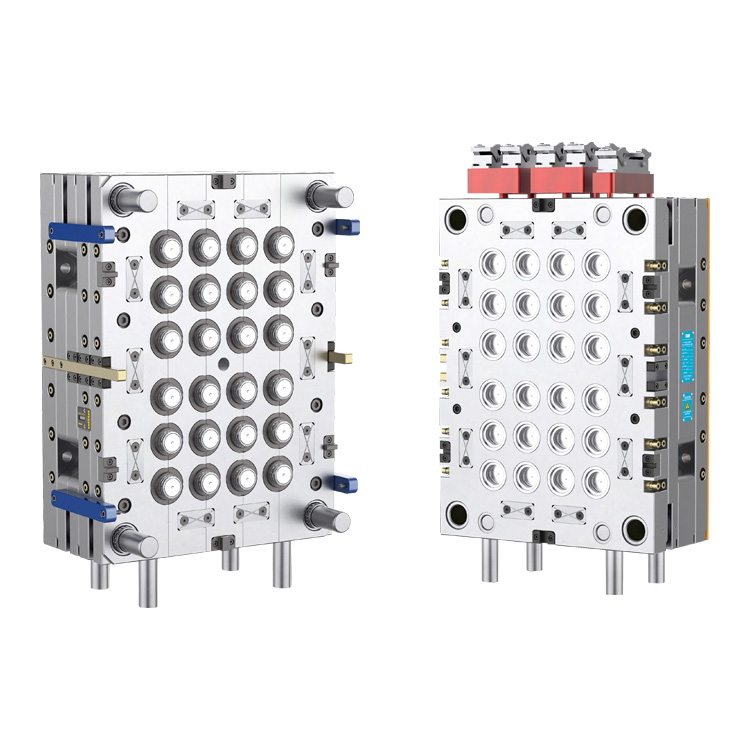
| Materiał formy | Wgłębienie | DC53, Japonia |
| Podstawa wnęki | Miedź berylowa, USA | |
| Cokół wnękowy | S136 .Szwecja | |
| Śruba cokołu wnęki | DC53, Japonia | |
| Rdzeń | Miedź berylowa, USA | |
| Część wątku | DC53, Japonia | |
| Średni rękaw | DC53, Japonia | |
| Rękaw do wyjmowania z formy | S136 .Szwecja | |
| Twardość formy | Po zapaleniu próżniowym, obróbce kriogenicznej w temperaturze -180°C, azotowaniu, a następnie DLC (węgiel diamentopodobny), twardość formy wynosi około 70 stopni. | |
Eksportuj standardowe opakowanie
Nasz technik może być fabryką kupującego, aby zainstalować i uruchomić maszynę. Ale kupujący powinien ponieść wszystkie koszty podróży technika (w tym bilet lotniczy, koszt zakwaterowania i wynagrodzenie)
TERMIN DOSTAWY: 55-60 DNI PO WPŁACIE.
PORT DOSTAWY: NINGBO,CHINY