
Zapewniamy, że zawsze zapewniamy wysokiej jakości 24-gniazdową szybkobieżną maszynę do kompresji nakrętek i serwis. Pomóż wybrać właściwe i wysokiej jakości produkty, aby przejąć rynek i otworzyć go za pomocą kwalifikowanych produktów i usług oraz osiągnąć obopólne korzyści.
Krótszy czas cyklu dla wyższej wydajności
Mniejsze zużycie energii
Wysoka gęstość właściwa
Bezobsługowe formy, które przetrwają dziesięciolecia
Szybki proces zmiany koloru
Mniej odpadów to niższe koszty
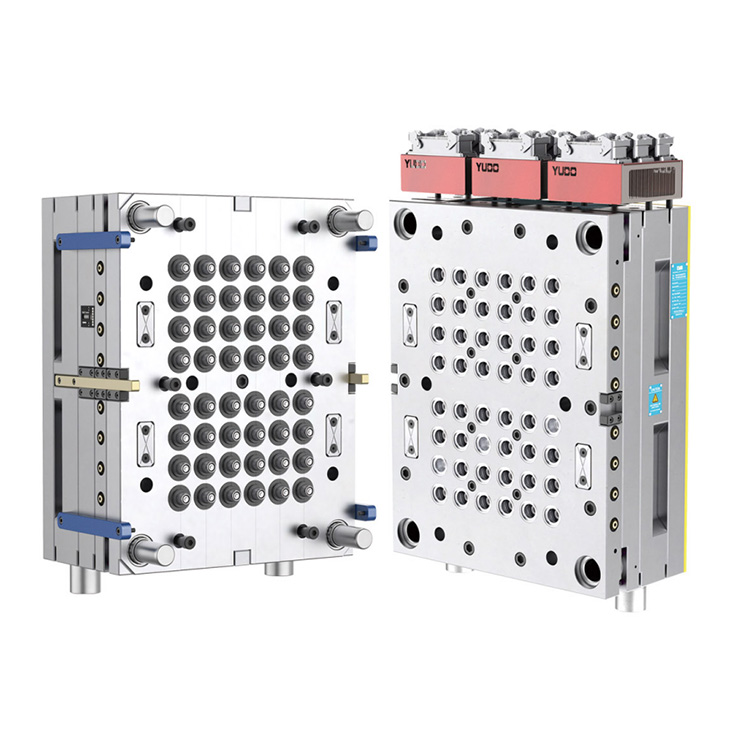
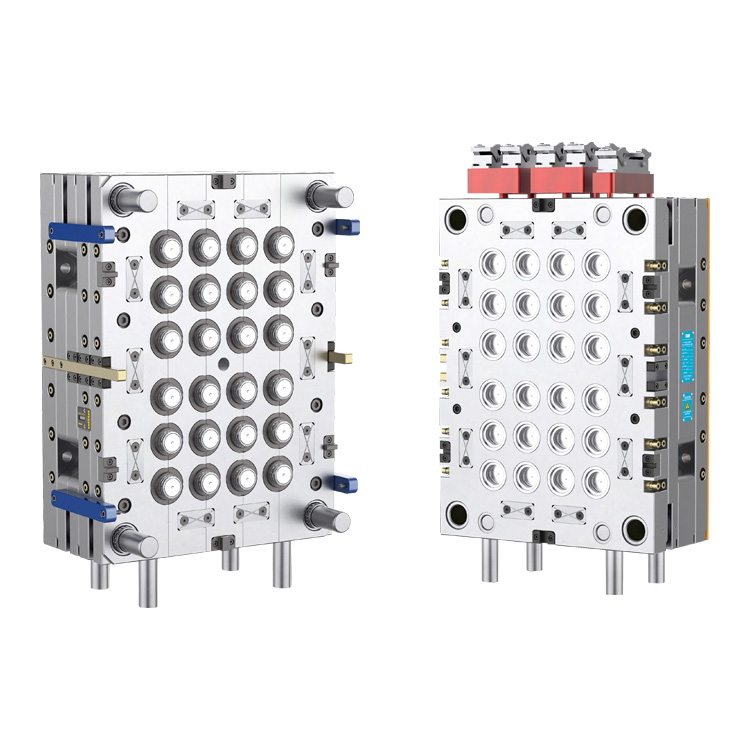
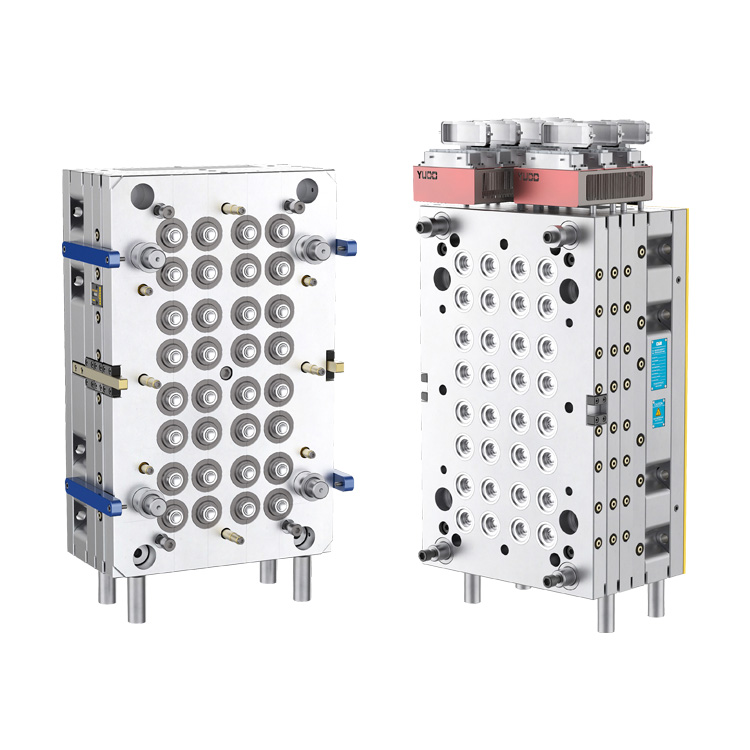
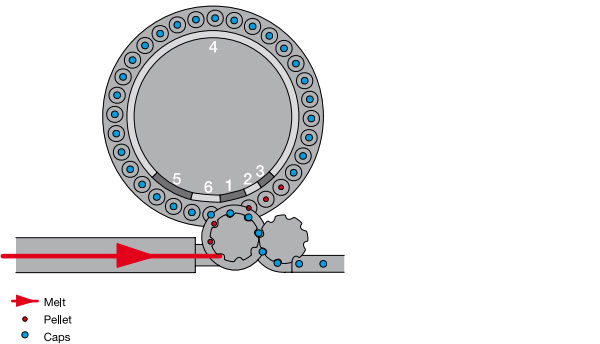
Maszyna do prasowania nasadek z 24 wnękami już dokonała znacznej poprawy wydajności maszyny. Wydajność maszyny do prasowania nasadek z 24 wnękami została już zwiększona do 42000-45000 sztuk na godzinę. Została zwiększona o około 90% produkcji na tej samej maszynie do wnęk. W tym samym czasie układ hydrauliczny maszyny również dokonał dużych ulepszeń i rozwoju. Duży wzrost wydajności nasadki znacznie poprawia wydajność produkcji i obniża koszty produkcji.


| Model | DRCM-24H |
| Zdolność produkcyjna | 40000-42000/godz. (nasadka 29/25MM) |
| Średnica nasadki | 20-45mm |
| Wysokość czapki | 10-30mm |
| Materiał czapki | PP/HDPE/LDPE |
| Nr wnęki formy | 24 |
| Moc | 380V/PH/50Hz |
| Moc instalacji | 75KW |
| Zużycie powietrza | 1,2M3 / godz., 1,0Mpa |
| Wymiary maszyny | 4200*2200*2100mm |
| Ciężar maszyny | 7,5T |
W PORÓWNANIU Z MASZYNĄ DO WTRYSKU
| Przedmiot | Kompresja czapki maszyna do formowania |
Formowanie wtryskowe maszyna |
| Liczba wnęk | 24 | 2*24 |
| Wyjście | 16800-23400 | 2*6000 |
| Pobór energii | 26 | 2*36 (z formą) |
| Zużycie energii na miesiąc | 18720 | 51840 |
| Oszczędność energii miesięcznie | 33120 kW | |
| Zmniejszający koszta | 6650 00 USD/miesiąc (jeśli 0 2 USD/kw/h) | |
| Korzystanie z dodatku | Nie | TAk |
| Korzystanie z uwalniania pleśni | Nie | TAk |
| Osobliwy zapach | Nie | TAk |
| Wygląd produktu | Brak punktu wtrysku | Z punktem wtrysku |
| Marnotrawstwo | Nie | TAk |
| Zasób siły roboczej | 1 | 2 lub więcej |
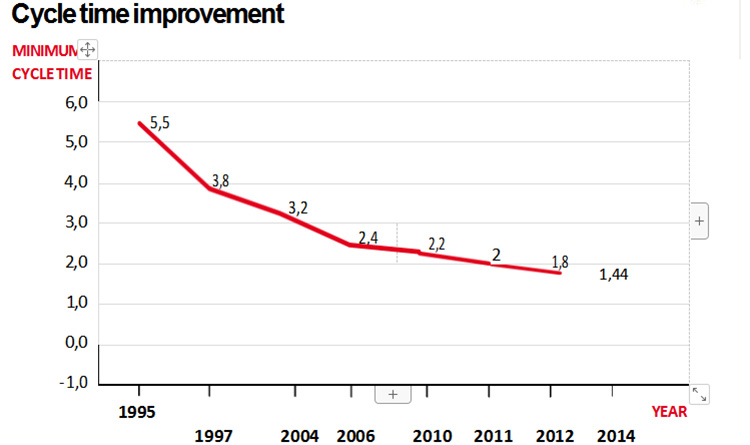
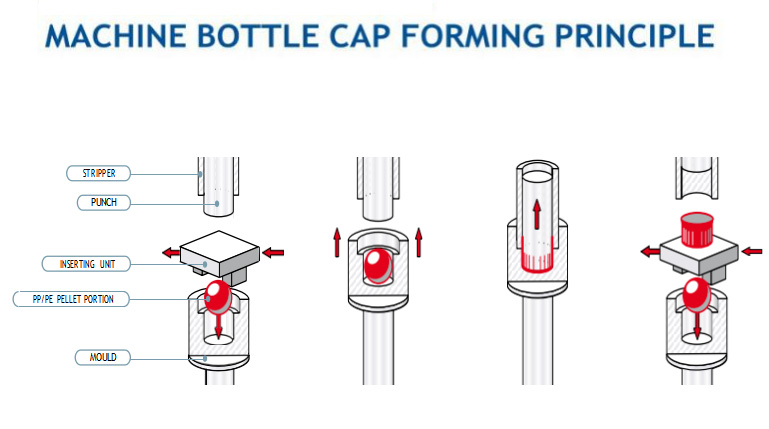
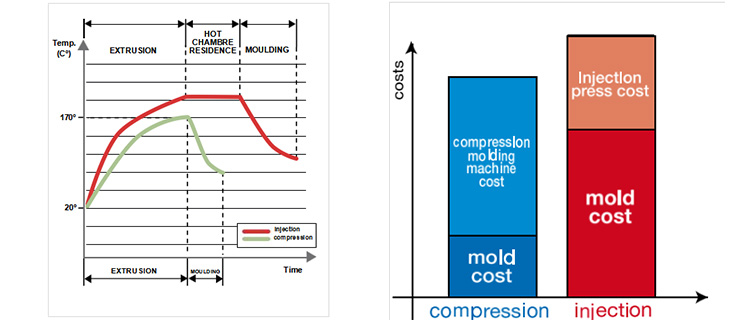
EN KRÓTSZY CYKL, a tym samym wyższa produktywność. Niższa temperatura ekstruzji umożliwia szybsze schłodzenie zakrętki w formie: skróciło to czasy cyklu, które w przypadku lekkich zakrętek zostały skrócone do około 2 sekund.
MNIEJSZE ZUŻYCIE ENERGII. Niższe temperatury wytłaczania oznaczają, że do doprowadzenia tworzywa sztucznego do temperatury wytłaczania potrzeba mniej energii, a ponieważ tworzywo jest zimniejsze, do jego schłodzenia potrzeba mniej energii. Całkowite oszczędności energii na wyprodukowaną nakrętkę mogą wynieść nawet 45%.
WYSOKA GĘSTOŚĆ WŁAŚCIWA. Przy jednakowym ciśnieniu formowania niższe temperatury umożliwiają osiągnięcie wyższej gęstości właściwej; ponadto brak jest punktu wtrysku, który dodatkowo obciąża stopiony plastik. Ten stan technologiczny zapewnia właściwości mechaniczne i konsystencję nieosiągalną przy wtrysku.
SPÓJNOŚĆ stała się głównym problemem w butelkowaniu napojów, gdzie linie produkcyjne są coraz szybsze i bardziej wyrafinowane, a przestoje w zakładach związane z nakrętkami nie mogą być dłużej tolerowane.
FORMY BEZ KONSERWACJI, które przetrwają dziesięciolecia. Ruch pionowy i osiowy formy tłocznej zapewnia - w przeciwieństwie do formy wtryskowej obciążonej własnym ciężarem - ochronę formy przed wszelkiego rodzaju zużyciem. Formowanie tłoczne oznacza brak zużycia form przez cały okres ich użytkowania.
SZYBKIE ZMIANY KOLORÓW Można je wykonać szybko, bez konieczności czyszczenia gorącej komory, która jest nieobecna w procesie kompresji. MNIEJ ODPADÓW niższe koszty.
| Materiał formy | Wgłębienie | DC53, Japonia |
| Podstawa wnęki | Miedź berylowa, USA | |
| Cokół wnękowy | S136 .Szwecja | |
| Śruba cokołu wnęki | DC53, Japonia | |
| Rdzeń | Miedź berylowa, USA | |
| Część wątku | DC53, Japonia | |
| Średni rękaw | DC53, Japonia | |
| Rękaw do wyjmowania z formy | S136 .Szwecja | |
| Twardość formy | Po zapaleniu próżniowym, obróbce kriogenicznej w temperaturze -180°C, azotowaniu, a następnie DLC (węgiel diamentopodobny), twardość formy wynosi około 70 stopni. | |
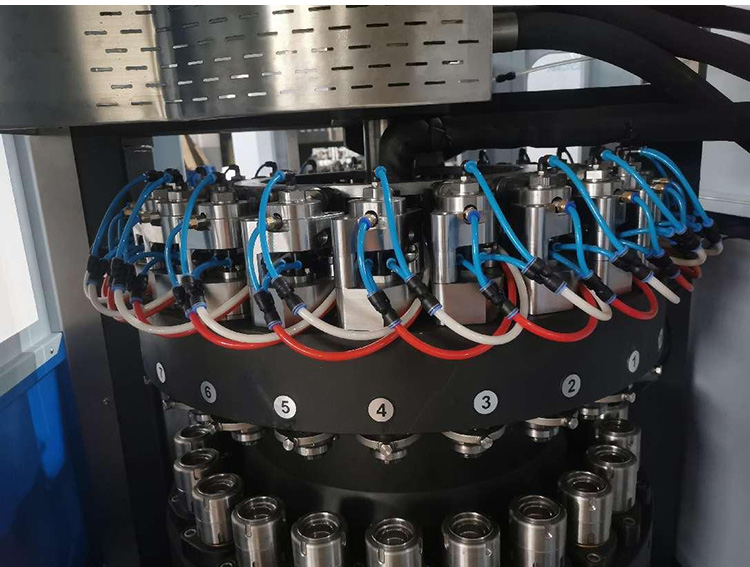
| Przedmiot nr. | ZDJĘCIA CZĘŚCI | NAZWA CZĘŚCI | MARKA |
| 1 |

|
Ekran dotykowy | SIEMENS (NIEMCY) |
| 2 |

|
Części zamienne do systemu grzewczego | ZOPPAS |
| 3 |

|
Główne złącze powietrza i wody | FISTO |
| 4 |

|
System hydrauliczny | TAJWAN |
| 5 |

|
POMPA OLEJOWA | Denison (Amerykański) |
| 6 |

|
PRZEKAŹNIK PÓŁPRZEWODNIKOWY | SIEMENS (NIEMCY) |
| 7 |

|
ŁOŻYSKO | NSK (JAPONIA) |
| 8 |

|
Konwersja częstotliwości | SIEMENS (NIEMCY) |
| 9 |

|
Przerwa w obwodzie | SIEMENS (NIEMCY) |
| 10 |

|
PLC | SIEMENS (NIEMCY) |
| 11 |

|
Podłączanie terminala | DEFURO (NIEMCY) |
| 12 |

|
Wentylator przeciągowy | WŁOCHY |
1. Popraw system zarządzania i pełny zestaw zaawansowanych urządzeń produkcyjnych:
Nasza fabryka ma cały sprzęt produkcyjny do obróbki form i maszyn, więc wszystkie części są wykonywane i przetwarzane w mojej fabryce właściciela, dzięki czemu części są gotowe i precyzyjne
2. Technicy mają bogate doświadczenie produkcyjne, a szef zwraca uwagę na rozwój produktów i doskonalenie technologii
nasz szef jest technikiem, który zna całą technologię dotyczącą formy i maszyny, spędza dużo czasu i kosztów, aby uczyć się od innej lepszej i znanej fabryki. Cały czas brał udział w rozwoju maszyny. Może kontrolować jakość produktów i zapewniać poprawę wszystkich produktów.
3. Silny zespół obsługi posprzedażnej gwarantuje obsługę posprzedażną maszyny.
Nasza maszyna ma około 6 techników, którzy specjalizują się w obsłudze posprzedażnej. Zawsze latają w inne miejsce, aby przeprowadzić obsługę posprzedażną naszej maszyny. Lecą do fabryki kupującego, aby przeprowadzić instalację szkolenia na uruchomionej maszynie.
4. Własnoręcznie wyprodukowane formy maszyny, aby zapewnić dopasowanie między formą a maszyną.
Nasza fabryka ma ponad 20-letnie doświadczenie w produkcji form, aby zapewnić dopasowanie między maszyną a formą oraz przyszłą konserwację
5. Wspólny rozwój systemów elektrycznych i sterowania maszyn z firmą Siemens
1. Maszyna do kompresji czapek jest jednym z urządzeń wymagających zaawansowanej technologii i długiego czasu rozwoju. Nie włóż wszystkich części do kupy, wtedy będzie dobrze. Najważniejszą rzeczą jest układ oleju hydraulicznego formy i układ sterownika PLC. Szczerze mówiąc, nasz szef i inżynier biorą udział w rozwoju systemu oleju hydraulicznego i rozwoju systemu sterownika PLC z dostawcą. Podobnie jak nasz system sterownika PLC jest rozwijany przez nasz dział badawczo-rozwojowy oraz dział badawczo-rozwojowy firmy SIMENS. Cały nasz system PLC maszyny pochodzi od SIMENS, nawet złącze wtykowe i przewodowe. Możesz zobaczyć inną fabrykę, w systemie PLC, wszystkie części zamienne pochodzą od różnych dostawców, jak niektóre części z Delta Tajwanu, niektóre części od OMRON, niektóre części od SIMENS, po prostu łączą wszystkie części ze sobą. Nie myśl o całym programie maszyny.
Eksportuj standardowe opakowanie
Nasz technik może być fabryką kupującego, aby zainstalować i uruchomić maszynę. Ale kupujący powinien ponieść wszystkie koszty podróży technika (w tym bilet lotniczy, koszt zakwaterowania i wynagrodzenie)
TERMIN DOSTAWY: 55-60 DNI PO WPŁACIE.
PORT DOSTAWY: NINGBO,CHINY